Download or open a PDF Version
High Pressure Composite Pneumatic and Hydraulic Lines for Aerospace Applications
Author: Dave Crockett
INTRODUCTION
In the aerospace industry, a significant effort is being made to replace metal components with more structurally efficient composite components to reduce mass, weight, and improve the reliability of aerospace fluid systems. Osprey Technologies and Convergence Engineering Corporation have teamed to develop various composite high-pressure lines and fittings for composite-to-metal transition hardware components used in aerospace applications.
Reusable and expendable launch vehicles and other space craft use high pressure tubing/lines for their various fluid systems. Some examples include attitude control and roll control systems (ACS or RCS), propellant supply systems, propellant blowdown systems, and stage, fairing, and payload separation systems. High pressure tubing is also used to supply fluid for aero surface controls, such as ailerons or rudders. Liquid rocket engines use a significant amount of tubing for propellant supply, engine purge, valve actuation, and engine gimbal.
Typical aerospace systems can operate at pressures as high as 10,000 psi. Helium blowdown systems are used to pressurize propellant tanks for either pump or pressure fed engines. These generally use 6000 psi helium, which is regulated down to a specified blowdown pressure, typically ranging from 100 psi to 500 psi.
The amount of high pressure tubing used within a vehicle depends on the number, complexity, and type of on-board fluid systems, as well as the locations of the various tanks and components. A satellite or space craft may only have a small ACS, with short runs of tubing. A reusable launch vehicle with numerous pneumatic, hydraulic, and propellant systems will have a large number of tubing runs. As an example, the helium system for propellant pressurization will have high pressure tubing linking the helium tanks to the propellant tanks, engine purge system, gas heat exchanger in the pump turbine exhaust duct, and various other valves used for valve actuation. These lines can run the length and diameter of the vehicle or stage. The tubing itself can have more mass than the sum total of the various components of the system.
Historically, 304 or 316 stainless steel has been the metal/material of choice for high pressure lines. It is commonly used because it has relatively good strength, is corrosion resistant, and is easy to use. The sizing of tubing is dependent on the required flow rates, head losses, and operating pressure. The ultimate safety factor for high pressure lines is set at a minimum value of 4.0, in accordance with Mil-Std-1522A, Range Safety EWR-127, and ASME Pressure Codes. The problem is steel components with large safety factors are an inefficient use of mass for aerospace applications. For this reason, significant effort is being made to replace metal components with more structurally efficient composite components.
One major success story for the use of composites in fluid control systems is the replacement of metal pressure vessels with composite filament wound vessels. The first improvement was a composite overwrap of the metal liners. Now, metal liners are replaced with polymer liners, and in some recent cases, elimination of liners altogether. In fact, composite pressure vessels have become so reliable and inexpensive they are now widely used in commercial applications, such as natural gas vessels (NGV) used in automotive and trucking applications. Another recent success is the use of a composite pipe and valve for a hydrogen line in the DC-X launch vehicle. Composite materials are also now being used in high pressure pneumatic and hydraulic accumulators.
Use of Composites for High Pressure Lines
Design considerations for the design of a high pressure composite line include strength, mass, manufacturing method, damage tolerance, gas diffusivity, cost, internal cleanliness, and ease of use for assembly and field repair. Note that these items are quite similar to the design requirements for a pressure vessel. In simplistic terms, a pressure tube is nothing more than a very long skinny pressure vessel.
From a strength point of view, composites offer a significant advantage over stainless steel. Table 1 presents a summary comparing the strength and density of composite materials and 316 stainless steel.
Table 1. Comparative Summary of Material Structural Properties
| Material | Density(lbm/in^3) | Tensile Strength(ksi) | Modulus(Msi) |
| 316 SS | .286 | 30.0 (yield)/ 75.0 (ult) | 29.0 |
| E-Glass/Epoxy | .074 | 162 | 6.46 |
| S-Glass/Epoxy | .071 | 318 | 7.81 |
| Kevlar 49/Epoxy | .049 | 240 | 10.9 |
| Carbon (AS4)/Epoxy | .057 | 342 | 20.0 |
(For comparative purposes the composite materials properties shown use the same epoxy material and fiber volume. Properties are for uni-directional laminate.)
From Table 1, it is obvious that any composite material, including the most common, fiberglass (E-glass), offers significant strength and weight advantages over stainless steel. This is based on fibers being oriented in such a manner to react hoop and axial forces.
Table 2 illustrates the mass savings (35%) achieved using an S-glass composite tube in place of a standard stainless steel tube, for a 6000 psi system. Results are based on netting analysis (includes both hoop and axial fibers) with a conservative 35% knock-down factor to account for reduction in strength from braided fibers. Matrix material is a rubberized epoxy to accommodate the large fiber strains.
Table 2. Design Comparison of Composite High Pressure Line to Standard Stainless Steel Line for a 6000 psi System
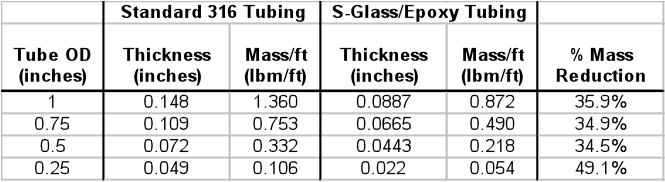
One other item evident in Table 2 is the implication of a lower bound for the use of a composite tube using today’s current technology. Designing a ¼-inch tube with a wall thickness of 0.022-inch may not be practical. This thin wall may pose a problem with gas diffusion and damage tolerance.
To illustrate a potential tube design and clarify the results of Table 2, a finite element analysis was performed for a 0.5-inch tube constructed of S-glass braiding and a filament wound hoop layer. The tube wall thickness for this part is 0.040-inch (two 0.15-inch braids and a 0.01-inch hoop wrap). Analysis was done with a 24.0 ksi internal pressure (6000 psi system with a 4.0 safety factor). Results of the analysis, as shown in Figure 1, show a maximum fiber stress in the hoop layer of 254 ksi. Maximum stress in the braid fiber is 120 ksi. From Table 1, S-glass fiber failure occurs at 318 ksi. Even with a conservative knockdown factor of 35% for weaving of the braid, there is still sufficient strength to show a safety factor greater than 4.0 for this design.
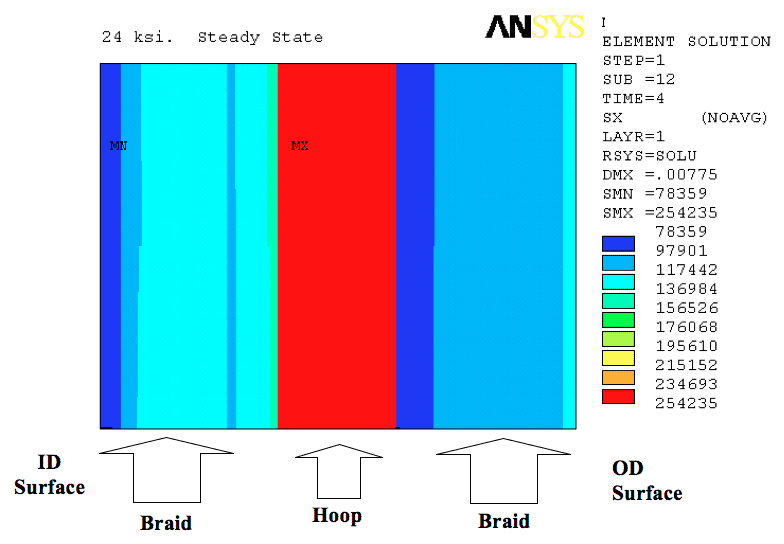
Figure 1. Finite Element Results of S-Glass High Pressure Tube
Selection of a fiber material for high pressure line applications requires understanding the trade-offs regarding tube wall thickness, gas diffusivity, damage tolerance, manufacturing, and cost. Designing a composite structure requires an understanding of the fabrication method to be used. Filament winding and braiding are the two optimum automated high-production methods for fabricating high pressure composite tubing. Either of these fabrication methods can produce consistent, reliable parts, at a low cost.
Filament winding has one structural advantage over braiding. Winding a long thin tube will allow the helical wrap (optimum between 60° and 65° from axial) to be laid up without crossing (weaving) of fibers. In braiding, the fibers are woven around each other. This bending of the fibers tends to reduce their strength 10-30 percent. However, a braided part has other advantages such as being more damage tolerant.
Damage tolerance also needs to be considered in the design of the tubing. Pneumatic or hydraulic lines tend to be located in all locations of a launch vehicle, stage, or space craft. These are usually installed early in the vehicle assembly process due to the cumbersome length. Later, as other components are installed, these lines become prone to damage. In other words, they can be struck when other components are being installed, and subject to wrenches slipping and striking them, or items inadvertently dropping on them. Of the materials listed in Table 1, carbon is the poorest material for damage tolerance. Although an aramid fiber (Kevlar) has excellent energy absorption characteristics, it is a difficult fiber to work with in part fabrication and in secondary machining operations (e.g., cutting finished tube or doing field repairs). Glass tends to be a good choice for damage tolerance. In fact, carbon pressure vessels that require some level of damage tolerance, such as commercial NGV bottles, generally are overwrapped with a glass fiber. Osprey Technologies and Convergence Engineering Corporation are currently investigating material options for strength and damage tolerance, including the use of hybrids (such as braided carbon/glass).
For pneumatic lines, gas diffusivity needs to be considered in the design process. Here, selection of the matrix material is important. Both thermosets (typically epoxies) and thermoplastics have heritage in pressure vessel applications. These same materials can be used for high pressure lines. Testing will be required to characterize and validate gas diffusion rates through the tube walls.
Integration of Composite Lines
Design and fabrication of a straight length of composite pressure line is only part of the design problem. A functional composite pressure system requires integration into a vehicle where the pressure lines have to snake around components, through bulkheads, and interface to other components – most of which are still metal.
One option for routing of lines is to use a combination of composite elbows and bend fittings. This method is similar to installation of PVC piping in commercial/residential plumbing applications. Like PVC systems, molded fittings are used to bond sections of tubing together. For the composite tubing, these fittings could be as simplistic as using a larger diameter tube for coupling lines together. Such items as T’s, bends, reducers, expanders, or other specialty fittings would be fabricated using chopped fiber in a compression mold process. This design concept was successfully demonstrated in the DC-X vehicle with a chopped carbon fiber/epoxy ball valve.
Another routing option is elastic bending of the tube (limited to large radii), which is then held in place by bonding to structure, or fastened with clamps. The ability to elastically deform a composite tube (especially fiberglass) is owing to its typical high strain to failure.
A braided line with a thermoplastic matrix offers bending capabilities similar to metal tubing. A bi-axial braided line offers the advantage of being flexible if the matrix material can accommodate the large deformation strains. Thus a braided line with a thermoplastic matrix can be reheated, bent, or reformed to a new shape, and then cooled. This would eliminate or reduce additional bonded fittings. Osprey Technologies and Convergence Engineering Corporation are developing this technology, including tooling design for heating and bending of tubing.
Bonding together a composite fluid system, like welding together a stainless steel system, produces a highly reliable leak-tight system. Here again is another advantage of using composites over metals. Bonding is quicker, easier, and less costly than welding. A properly designed and integrated bond is also stronger than its parent or substrate material. This is not the case with a weld which can weaken or alter the surrounding material.
Another advantage of composite lines is they can be integrated into the composite structure of a vehicle or stage. An example is a high pressure line integrated into the core of a sandwich structure. Here, the line is not taking up volume internal to the craft, and is not exposed to damage during integration. When integrated into a structure, or bonded to the internal surface of a fuselage or skirt, it acts as an additional structural member. Additionally, part count is reduced and reliability is improved by elimination of tube clamps (as are required for metal tubing). Integration of fluid lines into structures is a movement towards a more single piece part, or integrated vehicle.
Another major requirement and challenge for the use of composites in fluid systems is the need to transition to metal parts or components. This transition is fairly simplistic for large components that utilize a flange face for interface. That is, a composite flange mates directly to a metal flange or part with an O-ring or other gasket acting as the seal. However, for smaller pressure lines (typically <1.5-inch diameter) there is a plethora of fitting and connection configurations. Examples of this include Swagloks, O-ring face seal, flares, and pipe threads. The simplistic interface approach is to have a transition fitting that uses a standard size metal tube. Thus, any equivalent metal fitting can be mated to this tube end. The other end of this transition fitting has a female composite end that can bond over an equivalent composite size tube. Figure 2 shows a preliminary design concept for a transition fitting.
Fabrication of the fitting begins with the machined metal part mated to a removable tool mandrel. Braided fiber tube is then slid over the mandrel and metal part. A hoop wrap is applied to lock the braided tube onto the metal part. After cure, the mandrel is removed and the part is now ready for use.
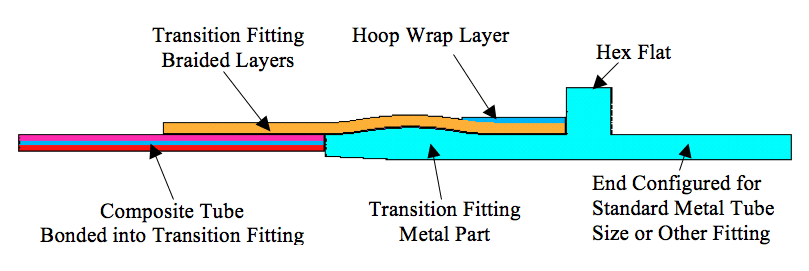
Figure 2. Preliminary Design Concept of Composite-to-Metal Transition Fitting
Figure 3 shows a nonlinear analysis result for a 0.5-inch diameter composite-to-metal fitting designed for 6000 psi operation. Design of the fitting uses an S-glass/epoxy material. S-glass was chosen for its high strength, damage tolerance, low cost, and thermal expansion coefficient (CTE) that closely matches that of 316 SS. Matching the CTEs of the composite and metal parts reduces bondline stress during operational temperature changes. As an example, helium leaving a pressurant tank during a propellant tank blowdown undergoes a near adiabatic process. Near the end of the blowdown, gas temperatures can become very cold (e.g., -200 °F).
Another option being investigated to control bondline stresses is to tailor its compressive load after fabrication. This is done either by adjusting the hoop fiber winding tension, autofrettage of the metal part post cure, or a combination of both.
Figure 3.a) shows the high von Mises stresses in the metal tube end of the fitting. This area undergoes significant plastic deformation resulting in stresses equivalent to the ultimate tensile strength of the material. This is expected, given the design of metal tubing to an ultimate safety factor of 4.0. Figure 3.b) shows that the composite fibers still have positive margin.
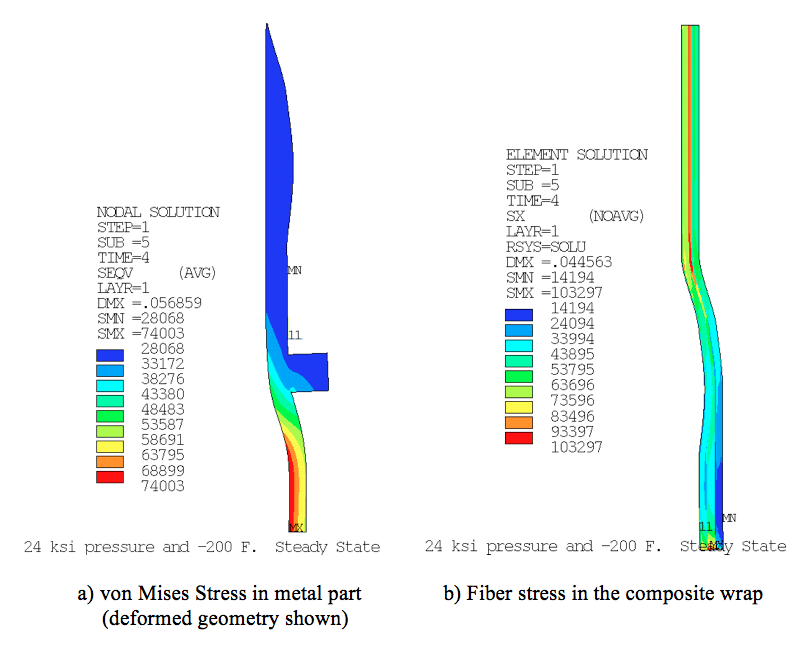
Figure 3. A 0.5-inch OD Composite-to-Metal Transition Fitting Analysis Result – Applied Pressure Load is 4 x Design Operating Pressure (6000 psi)
Conclusion
Osprey Technologies and Convergence Engineering Corporation are developing composite tubes and metal transition fittings for use in aerospace pneumatic and hydraulic fluid systems. Use of composite tubes and fittings offer a 35% reduction in mass over standard stainless steel tubes and fittings. Although costs have not been identified, they are expected to be comparable. Composite tubes are fabricated in high production runs using automated braiding and filament winding processes. These processes produce highly reliable parts at low costs. Fittings can also be produced with high production reliability, and at a low cost using a compression molded chopped fiber process.
Damage tolerance is addressed through the use of an E- or S-glass over carbon fiber. Mixing fibers (e.g., glass/aramid combination) is an option that is being explored to further improve damage tolerance or tailor other properties.
Assembly of a composite high pressure system is made simple, reliable, and can be done quickly by bonding composite tubes and fittings together. Routing of tubes is accomplished by a number of means including elastic bending, thermal reforming, and use of elbows, and other bend fittings. Composite-to-metal transition fittings allow for a simple, reliable interface to metal tubing or components. Composite tubes also have the advantage of being readily available for integration into other composite structures allowing for additional strength or stiffness, improved vehicle volume efficiency, and elimination of tube clamps and reduction in part count.